

What Is AI Visual Inspection in Manufacturing?

AI visual inspection in manufacturing uses AI visual inspection system for manufacturing quality control computer vision and deep learning to automatically detect, classify, and locate defects in products as they move through the production lineat line speed, with consistent accuracy, every shift. Cameras capture images; AI models trained on defect examples analyse each image in under 100 milliseconds; defects are flagged, classified, and logged with full traceability. Tritva by Ombrulla is a purpose-built AI visual inspection platform that delivers this capability across single stations, multi-line factories, and multi-site enterprise deployments.
- - 99%+ defect detection accuracyAcross surface, assembly, cosmetic, and material defect classes
- - Sub-100ms inferenceInspects at full line speed without throughput impact
- - Consistent quality across all shiftsNo inspector fatigue, no shift-to-shift variation
- - Full traceabilityEvery part, every decision, every image timestamped and logged
- - Native integration with Petran APMDefect patterns feed predictive maintenance models automatically
Most quality managers face the same problem. First shift runs clean. Second shift starts, and suddenly customer complaints arrive about defects that should have been caught on the line. The inspector was tired. The lighting changed. Standards blurred between operators over a 12-hour period.
Manual inspection fails predictably. When you are checking hundreds of parts per hour across multiple shifts, human vision degradesnot because your inspectors are poor at their jobs, but because sustained visual attention at production speed is physiologically impossible to maintain consistently. The consequence is defect escapes, warranty returns, scrap, and the kind of customer PPM conversations that consume engineering time for weeks.
AI visual inspection solves this by removing variability from the inspection decision entirely. A camera captures every part. An AI model trained on your specific defect types analyses each image in milliseconds. Defects are flagged, classified, and logged with the same criteria applied to every part, every shift, every weekregardless of time of day, operator, or production speed.
This guide covers how AI visual inspection works in real manufacturing environments, what it costs, how to build training datasets that produce reliable models, how to deploy successfully across industries, and how to choose the right platform. If you are dealing with defect escapes, high scrap rates, or inconsistent quality across shiftsthis is what actually works on factory floors in 2026.
What Is AI Visual Inspection and How Does It Work?
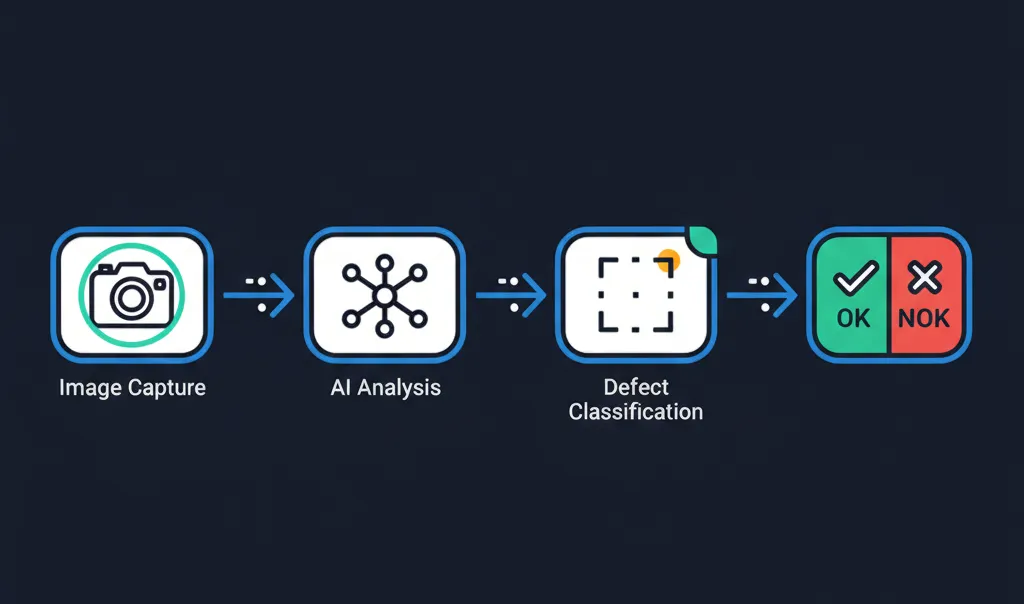
AI visual inspection uses TRITVA AI visual inspection platform computer vision and deep learning to automatically detect, classify, and locate defects in manufactured products as they move through the production line. The core workflow is: a camera captures images as parts pass the inspection station; an AI model analyses each image in under 100 milliseconds; defects are identified, classified by type, located with a bounding box, and scored by severity; conforming parts continue down the line; non-conforming parts are flagged for rejection or operator review. Every decision is logged with the image, timestamp, defect category, severity score, and disposition outcomecreating a complete and auditable quality record.
The technology is not magic. It is pattern recognition at scale: ML models trained on labelled examples of good parts and defective parts learn to distinguish the visual signatures of specific defect types from the normal variation that exists within an acceptable product range. The sophistication lies in handling that variationreal production parts are not identical, material properties shift within specification limits, process conditions driftand a model that cannot handle this variation generates false rejects that create their own cost and operational burden.
Key Technologies Inside AI Visual Inspection
- - Computer visionExtracts visual features from imagesedges, textures, colours, shapes, gradientscreating a numerical representation that machine learning models can analyse.
- - Deep learning (CNN)Convolutional Neural Networks learn hierarchical patterns from labelled training examples. Unlike rule-based systems, CNNs recognise complex, subtle, and variable defect signatures without explicit programming.
- - Edge computingAI inference runs on dedicated compute hardware at the inspection station, processing images in real time without network round-trips. Sub-100ms decisions require local processing; cloud connectivity is used for analytics and model management, not for line-speed decisions.
- - Transfer learningTritva models start from pre-trained foundations and are fine-tuned on your specific defects and materials, dramatically reducing the volume of labelled training images required compared to training from scratch.
Manufacturing Defect Types AI Visual Inspection Can Detect
AI predictive maintenance software for industrial assets AI defect detection handles both obvious and subtle defectsbut precise scoping of what you are detecting is the first step in deployment. The defect classification you define before training determines the model architecture, the training data you need to collect, and the imaging configuration required to capture those defects reliably.
| Defect Category | Examples | Imaging Approach | Typical Industry |
|---|---|---|---|
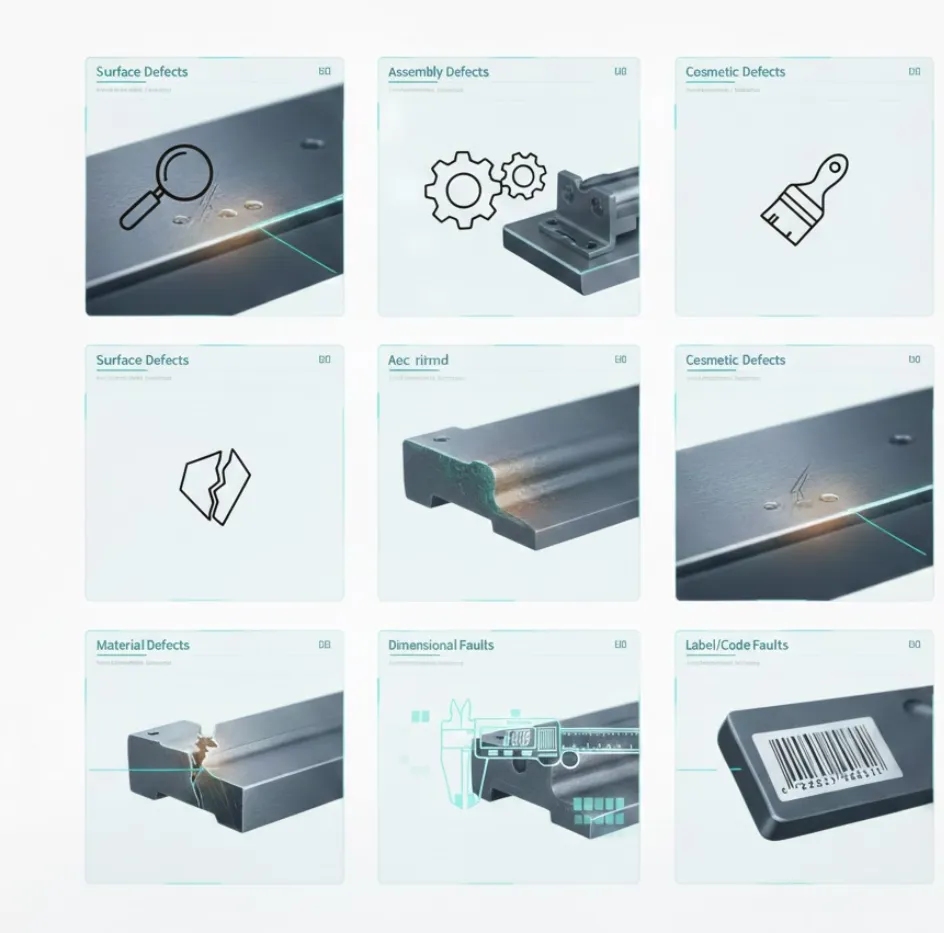
| Surface defects | Scratches, dents, corrosion, pits, orange peel, dust contamination | Directional / raking lighting to exaggerate texture contrast | Automotive body, metal stamping, painted parts |
| Assembly defects | Missing fasteners, wrong parts, incorrect placement, harness routing | Structured lighting + reference image comparison | Automotive assembly, electronics, white goods |
| Cosmetic defects | Colour variation, uneven coating, finish inconsistency, print quality | Diffuse lighting for even illumination across full surface | Consumer goods, packaging, branded components |
| Material defects | Cracks, porosity, voids, inclusions, subsurface anomalies | Backlighting (translucent), thermal, or X-ray for subsurface | Castings, forgings, welds, plastic mouldings |
| Dimensional faults | Out-of-spec geometry, warping, mismatch between mating faces | Calibrated stereo vision or structured light 3D | Precision machined parts, injection mouldings |
| Label / code faults | Missing label, incorrect batch code, barcode unreadable, wrong serial | High-resolution camera with OCR / barcode decoder | Pharma packaging, electronics serialisation |
Why Manufacturing Defect Detection Is Technically Harder Than General Computer Vision
AI visual inspection for defect detection and quality control Defect detection in manufacturing is not the same problem as object classificationidentifying 'cat or dog' from an image. You are detecting deviations from acceptable variation within a population of parts that are similar but not identical. Material properties vary batch to batch. Process conditions drift within specification limits. Surface texture differs between suppliers. Your AI model must reliably distinguish genuine defects from normal, acceptable variationand must do so at line speed, across shifts, as conditions change over months.
This is why training data quality and representative coverage matters more than model architecture. A model trained on 500 defect images from one material batch and one lighting condition will underperform when material batch, shift lighting, or process conditions change. Training data must represent the full range of acceptable variation as well as defects at different severity levels, orientations, and surface conditions.
Tritva Vision's annotation and training interface allows quality engineersnot data scientiststo continuously add new production images, retrain models, and deploy updates as production conditions evolve.
Tritva by Ombrulla: The Purpose-Built AI Visual Inspection Platform
Most AI visual inspection implementations struggle not because the AI technology is insufficient, but because the deployment infrastructure is not built for the realities of production environments: models degrade as conditions change and no one has a clear process to retrain them; inspection data lives in siloed station reports rather than a unified quality dataset; scaling from one station to ten requires ten separate integrations and ten separate support contracts.

Tritva VisionTrain Without Data Scientists
Tritva Vision is Ombrulla's model training interface designed for quality engineers, not ML specialists. Engineers annotate defect images directly in the platform, initiate training, monitor model performance, and deploy updateswithout writing code or engaging a data science team. This reduces the time from 'we have defect images' to 'the model is live on the line' from months to weeks.
Universal Capture Source Support
Tritva industrial IoT real-time monitoring platform ingests images from fixed line cameras, handheld devices, drones, and roverssupporting both inline production inspection and offline or infrastructure inspection workflows in a single platform. No separate systems for different capture methods.
Edge-First Architecture
AI inference runs on edge hardware at the inspection stationsub-100ms decisions with no cloud dependency for the reject/accept decision. Cloud connectivity is used for model management, analytics, and enterprise reporting, not for latency-sensitive production decisions.
Petran APM IntegrationClosed-Loop Quality-Maintenance
Defect pattern data from Tritva feeds Petran's predictive maintenance models automatically. A spike in surface scratch frequency on a stamping line triggers Petran to correlate with press vibration data and schedule proactive bearing maintenanceresolving the quality and reliability problem from a single root cause rather than treating them as two separate events.
Audit-Ready Compliance Logging
Every inspection decisionimage, timestamp, defect class, severity, dispositionis automatically logged and stored. Tritva generates audit-ready traceability records for ISO 9001, IATF 16949, FDA 21 CFR Part 11, and API requirements without additional administrative overhead.
Multi-Site Enterprise Deployment
A single Tritva instance manages inspection models , performance dashboards, and compliance records across all production lines and facilities. Rollout of model updates or new defect classes propagates from a central consoleno manual site-by-site configuration.
Proven Tritva Results
- - Defect escape rate: 0.8% → 0.06% (automotive tier 1 stamping plant, 6 months post-deployment)
- - 60% reduction in customer complaintsautomotive paint inspection deployment
- - 75% cut in field failures from assembly errorsautomotive assembly verification
- - 28 FTE quality inspectors redeployed to root cause and process engineering roles
- - FDA audit preparation: 3 weeks → 4 dayspharmaceutical batch traceability
- - Eliminated 100% inspection sampling gapsmetal stamping operation catching only 10% of defects under previous approach
See how Tritva catches what your inspectors missrequest a demo with your actual production parts
AI Visual Inspection ROI: How to Build the Business Case
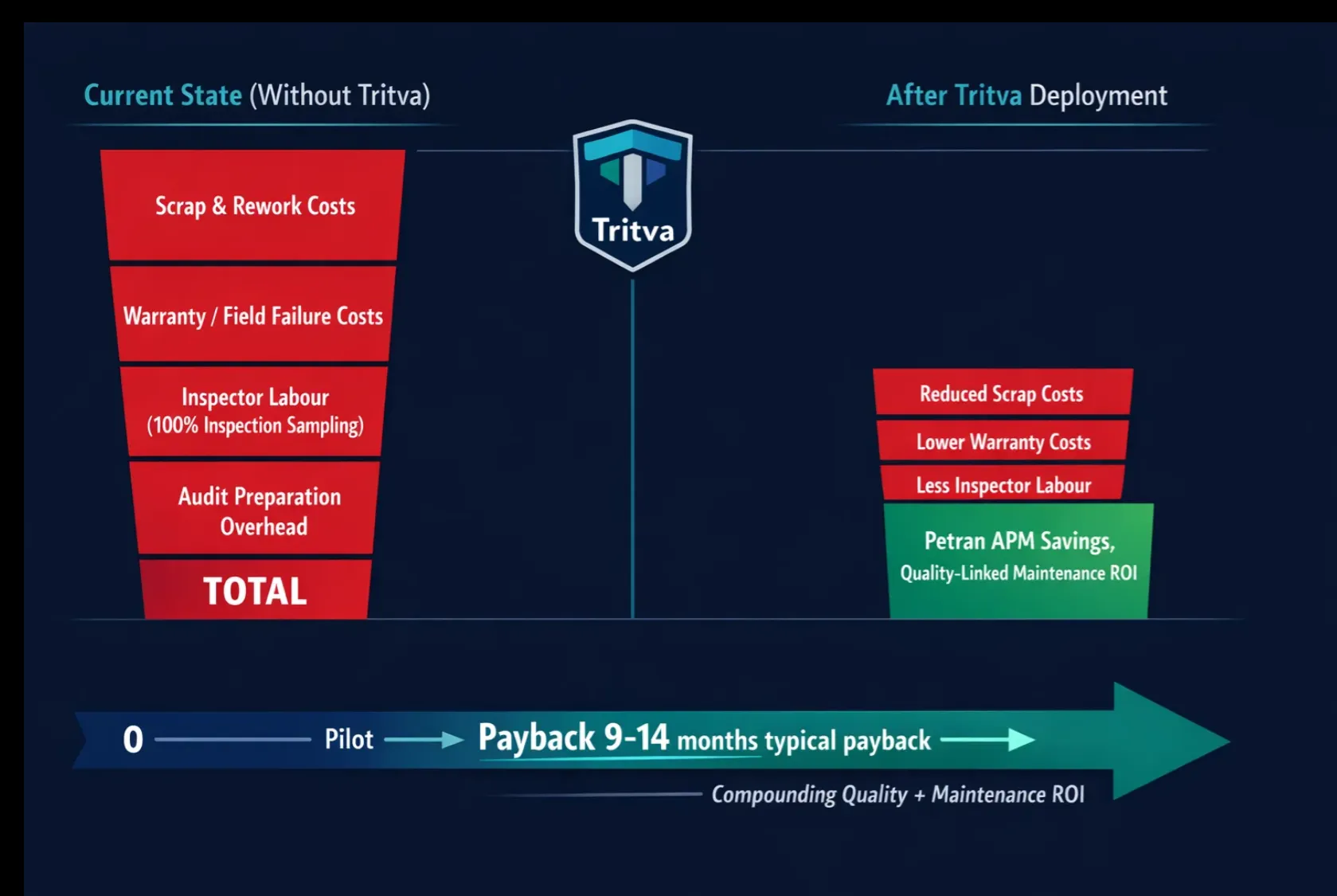
AI asset performance management AI visual inspection is one of the few Industry 4.0 investments that can be justified in straightforward financial terms: you quantify the current cost of poor quality (COPQ)scrap, rework, warranty claims, containment costs, inspector labourmodel the impact of improved pre-shipment defect detection, add throughput and OEE benefits, subtract platform and integration costs, and produce payback, NPV, and ROI figures that senior leadership can evaluate against any other capital investment.
The key discipline is accuracy in both directions: do not inflate the AI performance assumptions, and do not ignore the implementation and ongoing operational costs (retraining, MLOps, support). Conservative and aggressive scenarios both need to clear your hurdle rate for the investment to be defensible.
| Value Driver | Mechanism | Typical Impact | Tritva Context |
|---|---|---|---|
| Scrap and rework cost reduction | AI catches defects at the point of creation, before downstream value is added | 20–50% reduction | Defect caught at press saves full machining + assembly cost on that part |
| Defect escape / warranty cost | Higher pre-shipment catch rate reduces field escapes and warranty claims | 60–90% reduction | Tritva automotive: 75% cut in field failures from assembly errors |
| Inspection labour redeployment | Automated 100% inspection replaces manual sampling | 15–30 FTE equivalents | Tritva deployment: 28 FTE redeployed; no involuntary redundancies |
| Throughput / OEE improvement | Eliminates inspection bottlenecks; faster defect feedback accelerates root cause | 5–15% OEE uplift | Inline inspection at line speed vs. offline batch inspection |
| Audit and compliance cost | Automated traceability logging eliminates manual record-keeping | 60–80% time saving | Tritva pharma: FDA audit prep 3 weeks → 4 days |
| Predictive maintenance trigger | Defect pattern data from Tritva feeds Petran APM | Compounding ROI | Tritva + Petran: $420K unplanned press stoppage avoided per automotive case |
ROI Calculation Starting Point
Step 1: Baseline COPQ(monthly output volume × defect rate) × (scrap/rework cost per defect) + (escape rate × warranty/return cost per escape) + annual inspector labour cost. Step 2: AI deltamodel the improvement in pre-shipment catch rate (typically +25–40 percentage points), the reduction in escapes (typically 60–90%), and the inspector redeployment value. Step 3: Subtract platform cost (licence + hardware + integration + MLOps). Step 4: Calculate payback, NPV at your hurdle rate, and IRR. Run conservative (AI catches 25% more), base (40% more), and aggressive (55% more) scenarios. If conservative still clears hurdle rate, proceed.
Implementing AI Visual Inspection: What Actually Works on Factory Floors
Implementation quality determines whether your AI visual inspection deployment delivers the projected ROI or becomes an expensive system that operators work around. The following guidance reflects the failure modes seen most frequently in deployments that underperform, and the practices that characterise deployments that succeed.
Step 1: Pre-Deployment AssessmentDefine Before You Build
The most common cause of underperforming AI inspection deployments is an insufficiently specific use case definition. 'Detect defects on Part X' is not a specification. 'Detect surface scratches deeper than 0.3mm and assembly errors where Fastener Y is missing' is a specification. Before purchasing hardware or writing a single line of code, document: the exact defect types to be detected; the acceptance criteria per defect class (at what severity level is a part rejected?); the line speed and resulting image capture window per part; the current defect rate and escape rate; and the COPQ baseline you are trying to reduce.
The Specification Test: If two quality engineers would disagree on whether a given part should be rejected, your defect specification is not complete. AI models cannot be more consistent than the human consensus on what constitutes a defect. Resolving borderline cases explicitlydeciding the rule, not just observing the disagreementis the most valuable pre-deployment investment you can make.
Step 2: Imaging ConfigurationThis Determines 80% of Your Outcome
Camera selection, positioning, and lighting are the most consequential engineering decisions in an AI visual inspection deployment. Poor imaging defeats even the most sophisticated AI model. An algorithm cannot detect what the camera cannot seeand defects that appear clearly under one lighting condition may be invisible under another.
- - Camera resolution and speedResolution must be sufficient to capture the smallest defect at the highest line speed without motion blur. Calculate required pixel density per defect at the part's maximum velocity. For fast lines, consider pulsed strobing to freeze motion.
- - Lighting type by defect classDiffuse lighting for general surface inspection. Directional/raking lighting for scratches and pits. Backlighting for translucent materials. Coaxial lighting for specular surfaces. Thermal imaging for subsurface defects.
- - Camera angle and coveragePosition to see defect-prone surfaces clearly. For 3D parts, multiple camera angles may be required. Ensure the inspection window is consistent across all part variants.
- - Enclosure and vibration controlIndustrial enclosures protect cameras from dust, coolant, and vibration. Vibration from nearby presses or conveyors degrades image qualitymounting isolation matters, particularly for high-resolution applications.
Test imaging performance under real production conditions before training any model. Capture 100+ images at actual line speed, under actual production lighting, with actual production partsincluding parts from different material batches and process settings. If images look poor before training, no model will compensate.
Step 3: Production Line Integration
The inspection system needs three integration points: trigger signals (a PLC or proximity sensor tells the camera when to capturetiming must be precise enough to capture the part correctly positioned); reject mechanisms (an automated diverter or operator alert must be able to act on the AI decision before the non-conforming part moves downstream); and data connections (defect records must flow into your MES, SCADA, or QMS for traceability, reporting, and SPC purposes).
Integration quality often determines whether a deployment scales successfully beyond the pilot station. Systems that require manual data re-entry from the inspection station into the QMS, or that cannot trigger reject mechanisms reliably, create operational workarounds that erode the value of the AI decision. Tritva integrates via standard industrial protocolsOPC-UA, Modbus, Ethernet/IP, REST APIwith documented integration patterns for common PLC and MES platforms.
Step 4: Operator Training and Trust Building
The technical challenge of deploying AI visual inspection is easier than the human challenge. Operators who have been making inspection decisions for years are being asked to trust a system that cannot explain its decisions in plain languageit simply says 'reject.' Building trust requires demonstrating reliability, not asserting it.
The most effective trust-building approach is shadow mode deployment: run the AI system in parallel with existing inspection for 4–6 weeks, displaying AI decisions to operators without acting on them. When operators observe the AI correctly catching defects that they also would have caughtand correctly passing parts that are genuinely acceptabletrust builds organically. Override logging during shadow mode also reveals cases where operator and AI disagree, which should trigger root cause analysis rather than automatic assumption of operator or AI error.
The Override Logging Insight: When an operator overrides an AI decisionaccepting a part the AI rejected, or rejecting a part the AI acceptedthat override is the most valuable data point in your quality system. Systematically reviewing overrides reveals: defect classes where the model needs retraining, lighting conditions that produce inconsistent images, and emerging defect types not in the original training data. Tritva logs every override with the image, decision, and override rationale.
Building Training Datasets That Produce Reliable Models
The AI model is only as good as the data used to train it. This is the most direct statement in AI visual inspectionand the most frequently underestimated challenge in deployments that underperform.

What 'Enough' Training Data Actually Means
There is no universal answer to 'how many images do I need?'it depends on defect class complexity, visual similarity between defect types, variability within the acceptable product range, and whether you are training from scratch or using transfer learning. Practical guidance: for transfer learning on a well-defined defect class with clear visual signatures, 50–150 labelled defect examples per class is often sufficient for a working initial model. For complex or visually subtle defects with high within-class variability, you may need 300–800 examples per class to achieve reliable precision and recall.
More important than absolute defect count is coverage of variation: the training data must include images from multiple material batches, multiple shifts, multiple lighting conditions within the acceptable range, and defects at different severity levels within the reject zone. AI-driven overall equipment effectiveness optimisation A model trained on perfect, consistent images under ideal conditions will degrade rapidly in production.
Data Collection Strategies
- - Production collectionCapture images from live production lines using the actual inspection camera and lighting configuration. Label defect images as they occur. This produces the most realistic training data but is slow to build defect examples in well-controlled operations where defects are rare.
- - Staged defect samplesDeliberately create or procure defective parts to label. Faster than waiting for production defects. Risk: staged defects may not fully represent the natural variation in defect appearance from real production failures.
- - Hybrid approach (recommended)Begin with staged samples to build initial model coverage. Deploy in shadow mode to collect real production defect images. Retrain quarterly with a growing production dataset. This produces the fastest initial deployment with systematic improvement over time.
- - Data augmentationApply rotation, flipping, brightness/contrast variation, and cropping to existing labelled images to artificially expand dataset sizeparticularly useful for rare defect classes where production examples are scarce.
Labelling Best Practices
Labelling consistency beats labelling speed. Inconsistently labelled training datawhere the same defect is labelled 'Minor scratch' by one engineer and 'Major scratch' by another, or where borderline parts are labelled differently across labellersproduces models with erratic precision and recall that cannot be systematically improved. Establish a written labelling guide with example images for each severity level before labelling begins. Use the same labellers throughout a labelling session where possible. Review inter-labeller agreement before incorporating any batch into training.
Continuous Learning and Model Maintenance
AI visual inspection models are not fire-and-forget systems. Models trained on data from Month 1 of production will face data from Month 12when material batches have changed, some process parameters have drifted, a new defect type has emerged, and the product mix has shifted. Without systematic model maintenance, detection performance degrades and the AI system becomes less reliable than the inspectors it replaced.
Tritva tracks model performance per defect class continuouslydetecting statistical shifts in confidence score distributions, precision/recall trends, and override rate changes that indicate model drift. When drift is detected, Tritva flags the relevant defect class for retraining and presents the operator override images from that period as candidate training data. The retraining workflow runs inside Tritva Vision, managed by quality engineers without data science involvement.
AI Visual Inspection Implementation Roadmap: 5 Phases from Use Case to Enterprise Scale
The following roadmap reflects how successful AI visual inspection deployments are structuredfrom initial use case selection to multi-site enterprise deployment.

| Phase | Timeline | What Happens | Tritva Delivers |
|---|---|---|---|
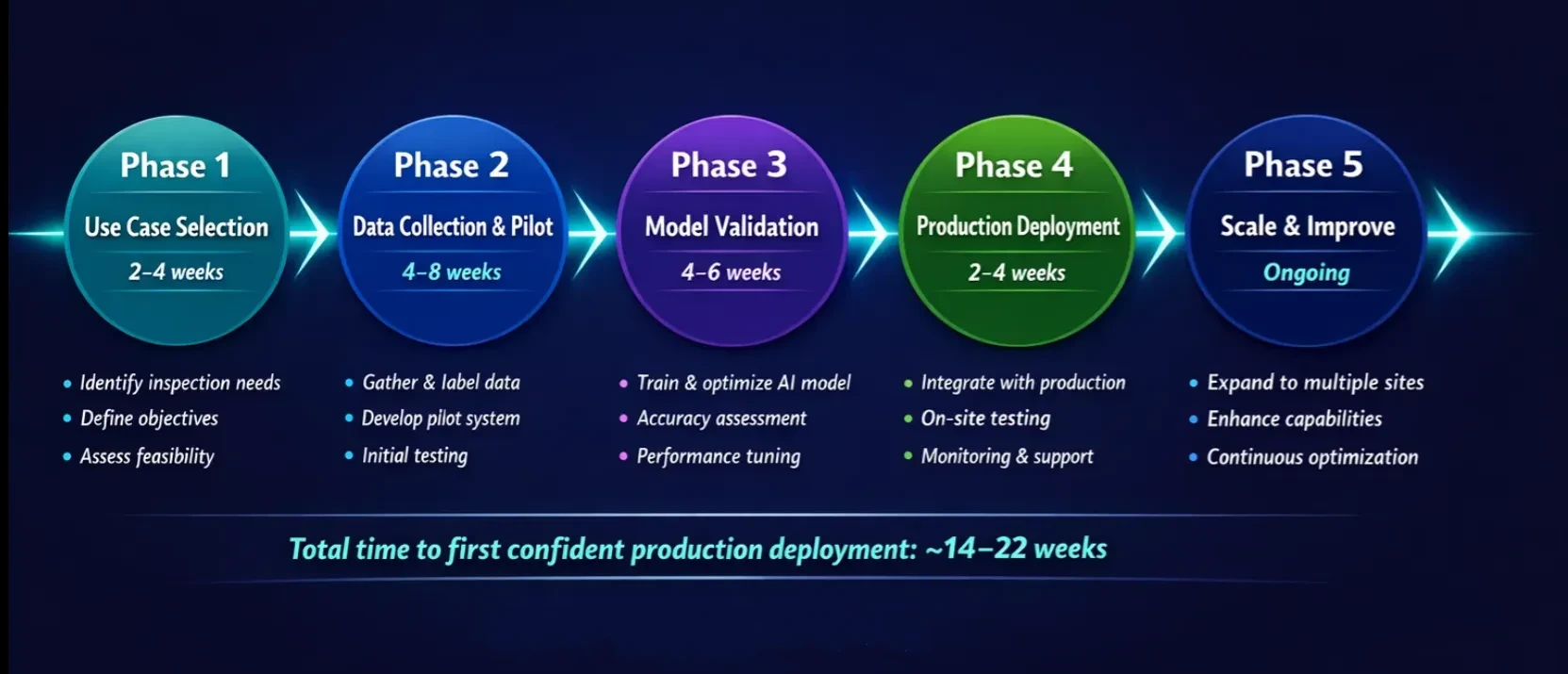
| Phase 1: Use Case Selection | 2–4 weeks | Rank quality pain points by financial impact. Identify highest-cost inspection point. Assess feasibility. Document current defect rate and COPQ baseline. | Ombrulla scoping engineers assess your lineproducing a feasibility report, camera placement recommendation, and ROI projection before any hardware is purchased. |
| Phase 2: Data Collection and Pilot Setup | 4–8 weeks | Install cameras and lighting. Capture images at actual line speed. Label defect images using Tritva Vision. Train initial model. Establish shadow mode. | Tritva Vision annotation interface: quality engineers label images directlyno data science team required. |
| Phase 3: Model Validation | 4–6 weeks | Run in shadow mode. Compare AI vs operator decisions on every part. Measure precision, recall, false reject rate. Tune confidence thresholds. | Tritva pilot dashboard shows real-time prediction accuracyprecision, recall, false reject rate per defect classupdated daily. |
| Phase 4: Production Deployment | 2–4 weeks | Switch from shadow to active mode. Flagged parts go to operator verification queue. Monitor closely for first 2–4 weeks. Update operator SOPs. | Tritva operator interface designed for production floor usesimple, fast disposition workflow with override logging. |
| Phase 5: Scale and Improve | Ongoing | Expand to next inspection point. Roll out to additional lines and sites. Retrain models periodically. Activate Petran APM integration. | Tritva model performance monitoring flags drift automatically. Central console deploys model updates to all sites simultaneously. |
What to Avoid in Implementation
- - Starting with the hardest use caseThe use case with the most subtle defects and complex lighting is not where to start. Start where success is achievable and financially significant. A reliable model on a well-defined use case builds organisational confidence for more complex applications.
- - Underestimating integration workThe AI model is 30% of the implementation. Camera hardware, lighting, trigger signals, reject mechanisms, and MES/QMS data integration are the other 70%. Projects that allocate time only to the AI model consistently run over schedule.
- - Skipping operator trainingA technically excellent model deployed without operator buy-in will be systematically bypassed. Operators who distrust the system find workarounds that render the AI ineffective. Invest in shadow mode and override review sessions.
- - Not planning model maintenanceNo model maintenance plan means degrading performance over 6–12 months as production conditions evolve. Define the retraining cadence, the performance triggers for retraining, and who is responsible before deployment.
Measuring AI Visual Inspection Success: The Three-Layer KPI Scorecard
AI visual inspection success should be measured against business outcomesnot model accuracy. A model that achieves 97% accuracy but runs at 50% coverage has not delivered the promised value.

| KPI Layer | Metrics to Track | Cadence | Target Direction |
|---|---|---|---|
| Executive Outcomes | Customer PPM / escaped defects · COPQ · FPY / RTY · Scrap and rework cost · Payback / NPV / IRR vs plan | Monthly / Quarterly | Defect PPM ↓ · COPQ ↓ · FPY ↑ · ROI ↑ |
| Operational Health | Inspection coverage (% units inspected) · Takt time compliance · System uptime + MTTR · Override rate · False reject operational burden | Weekly | Coverage 100% · Latency < takt · Uptime > 99% · Overrides ↓ |
| Inspection Performance | Defect capture rate pre-shipment · CTQ miss rate · False reject rate + cost · Precision / recall by defect class · Model drift indicators | Weekly / Biweekly | Capture rate ↑ · Miss rate ↓ · FRR ↓ · Drift detected early |
The Most Important Executive KPI: Customer PPM (escaped defects per million units shipped) and COPQ (total cost of qualityscrap + rework + warranty + containment costs combined) are the two metrics that translate AI inspection performance into language that procurement, operations leadership, and the board understand. If Customer PPM is declining and COPQ is declining, the system is working. If model accuracy is improving but neither metric moves, the deployment has a scope, integration, or coverage problem that requires investigation.