

What is AI visual inspection (and how is it different from traditional methods)
AI visual inspection is an automated quality-control method that uses cameras, computer vision, and deep-learning models to detect defects, verify assembly, and grade surfaces in real time. Unlike rule-based machine vision, which uses fixed thresholds ('reject if pixel intensity drops below X'), AI models learn from labeled examples of good and defective parts and generalize to unseen variations. An AI visual inspection system for manufacturing quality control delivers consistent, defensible results across shifts.
Traditional inspection is an umbrella term for two approaches that pre-date AI:
- Manual inspection: human operators or QA staff visually check parts, often with magnification, gauges, or fixtures. Effective for small batches and subjective grading. Subject to fatigue, training drift, and shift-to-shift variation
- Rule-based machine vision: deterministic image-processing pipelines (thresholding, edge detection, blob analysis, pattern matching) running on industrial cameras. Effective on stable products with consistent lighting. Brittle to variation in surface texture, supplier batches, or environmental conditions
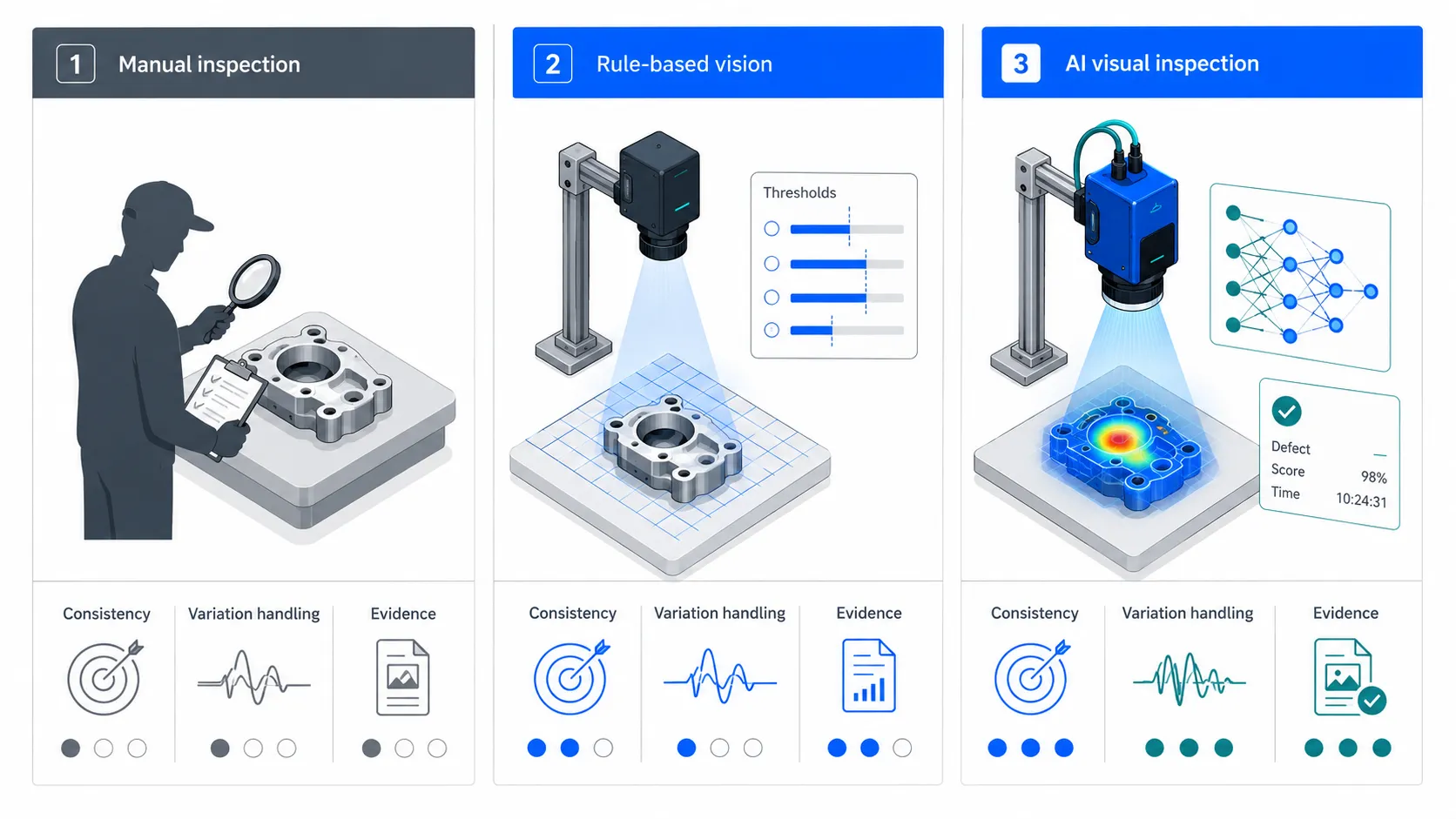
Where AI wins: accuracy, consistency, and audit evidence
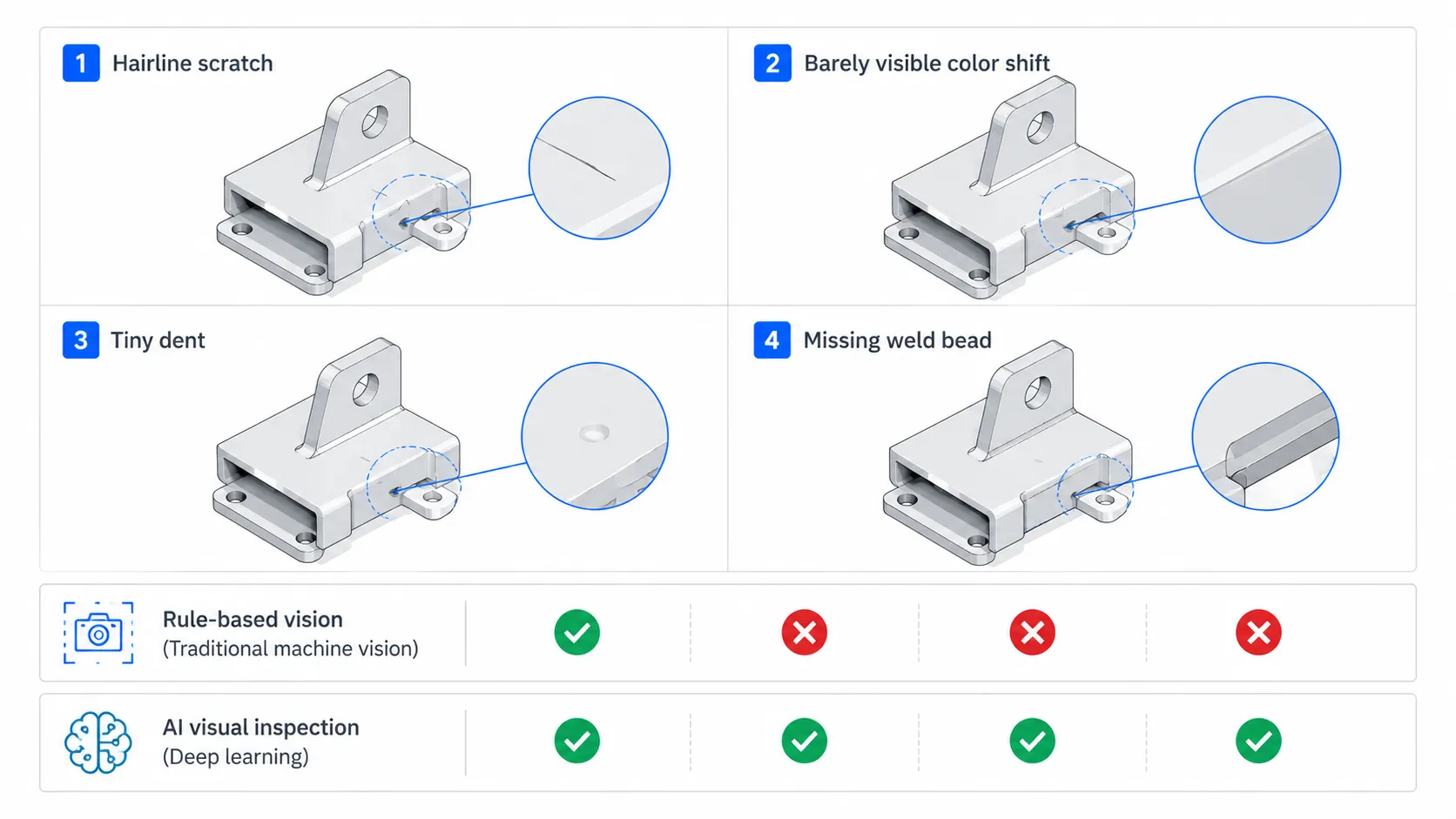
Accuracy on subtle and variable defects
Rule-based vision excels at presence/absence checks (a screw is either there or not). It struggles when the defect is a faint scratch, a slight color shift, or a missing weld bead in a region that varies part to part. AI models trained on hundreds to thousands of examples learn the joint distribution of normal variation and defects, which is why they catch borderline cases that fixed thresholds miss. AI solutions for manufacturing operations leverage this capability to deliver superior results.
0.8 sec
LG inspected 200 images in 0.8 seconds in a Google Cloud edge-AI manufacturing case study, achieving 99.9% accuracy and reporting USD 20M in annual savings.
Consistency across shifts
A human inspector at hour 7 of a shift is not the same inspector as at hour 1. AI applies the same model parameters at minute 1 and minute 480. For multi-shift plants, this is the single largest driver of measurable improvement: customer claims fall because the standard does not drift.
Defensible audit trail
Every AI inspection decision can be stored as: (a) the input image, (b) the model version, (c) the prediction with confidence score, (d) the timestamp, (e) the station ID, and (f) the operator on shift. When a customer files a complaint or an auditor asks for evidence, you have the exact frame the model evaluated and the decision logic. Manual inspection cannot match this.
Anomaly detection for unknown defects
Modern AI inspection systems do not only classify known defect types. Unsupervised or self-supervised anomaly-detection models flag any part that deviates statistically from the 'normal' distribution, even when the defect mode has never been seen before. This is critical for new-product introductions and for catching upstream process drift early.
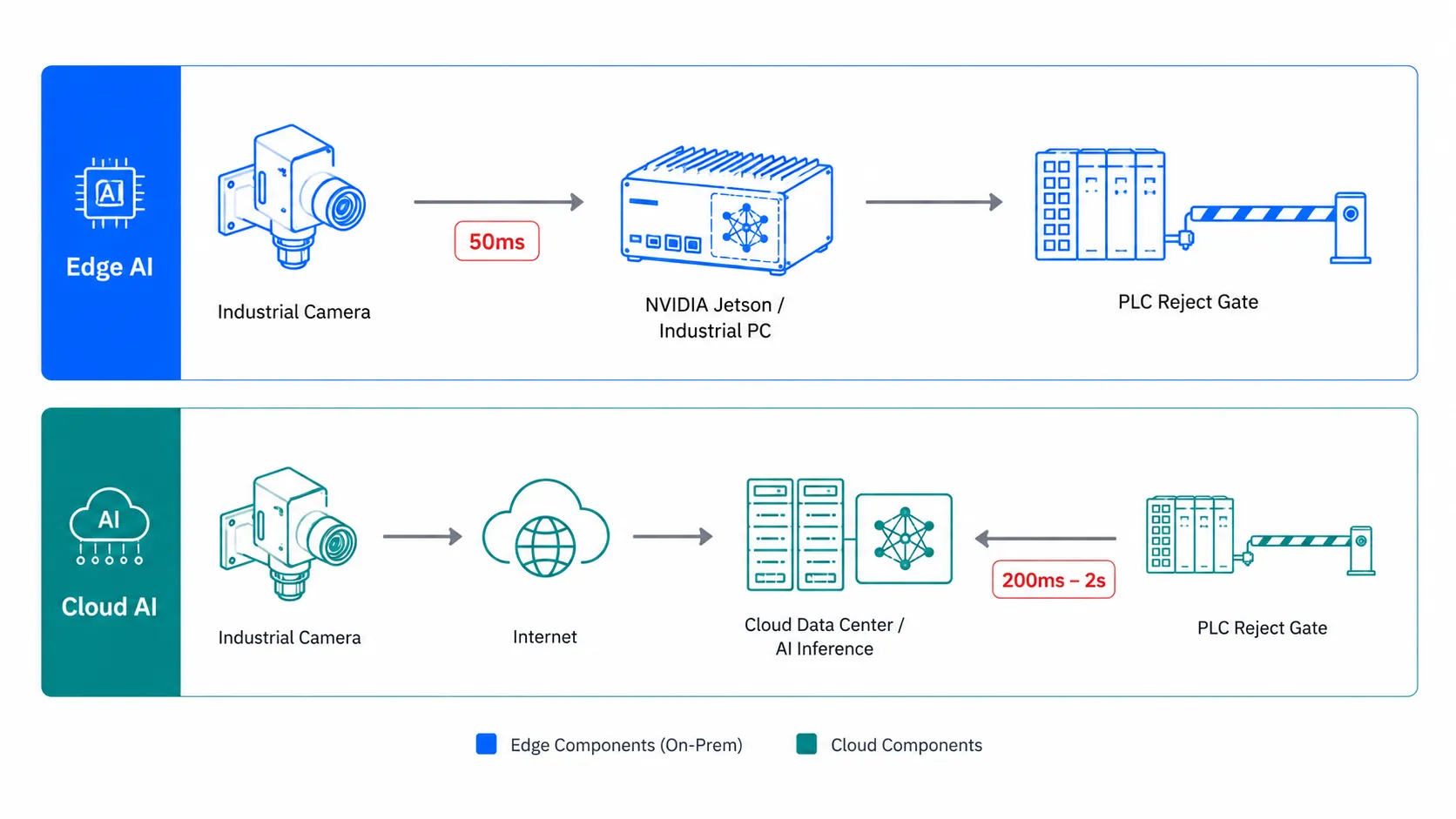
Edge vs cloud: where should the AI run
Edge AI inspection runs the model on a compute device physically near the camera (an industrial PC, a Jetson-class module, or a vision controller). Decisions happen in 50 to 200 milliseconds. Cloud AI inspection sends images to a remote model and receives the result over the network - typically 200 milliseconds to several seconds round-trip. AI asset performance management platforms integrate both edge and cloud data for comprehensive operational intelligence.
Choose edge when
- • Decisions must trigger a PLC reject gate within one cycle time
- • The plant network is unreliable or air-gapped
- • Data residency rules prevent images from leaving the facility
- • Bandwidth cost of streaming high-resolution video to the cloud is prohibitive
Choose cloud when
- • Latency tolerance is several seconds (post-process inspection, packaging, end-of-line audit)
- • You need to consolidate inspection data across many sites for centralized analytics
- • You want easier model updates and A/B testing without touching plant hardware
- • Compute demand is spiky and you do not want to size edge hardware for peak
The hybrid pattern most plants actually deploy
In practice, the most resilient architecture runs inference on the edge for real-time decisions and streams compressed evidence (image, prediction, metadata) to the cloud for retraining, dashboards, and cross-site benchmarking. This is the default pattern for Ombrulla deployments using Tritva at the edge and a cloud-based MLOps loop for continuous improvement.
Industry evidence: how leading manufacturers use AI inspection
Automotive - BMW Group AIQX
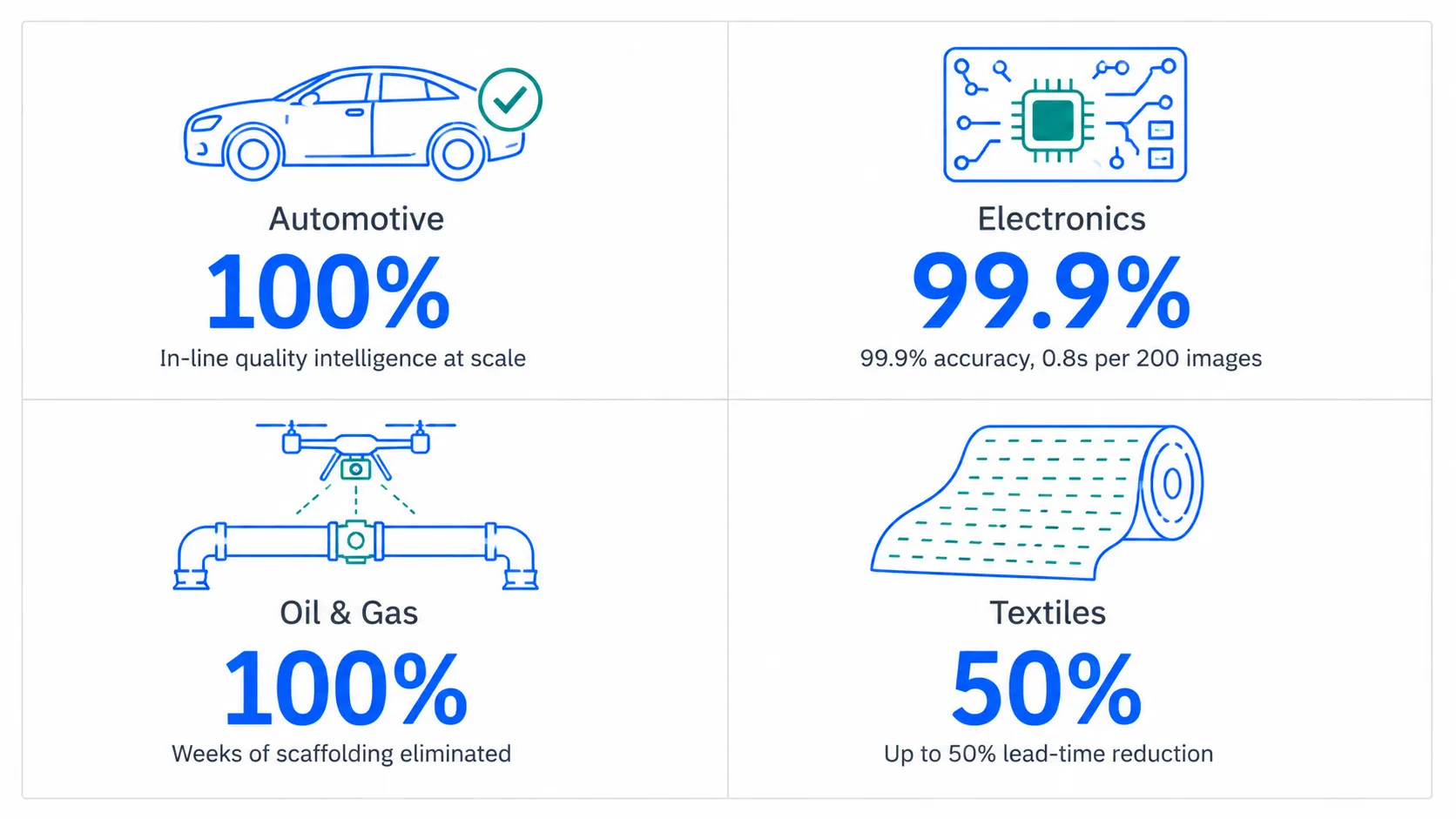
BMW Group describes AIQX (Artificial Intelligence Quality Next) within its iFACTORY program. The system uses cameras and sensors along the production line to perform real-time completeness checks and anomaly detection, with feedback delivered directly to the line operator. AI visual inspection for defect detection and quality control is critical for automotive OEMs. The pattern most automotive OEMs follow is to start at one high-cost-of-escape station - typically a paint, weld, or final-assembly inspection - and expand outward.
Manufacturing - LG with Google Cloud
A Google Cloud manufacturing case study reports that LG inspected 200 images in 0.8 seconds using edge hardware to handle latency and bandwidth constraints. The same case study reports 99.9 percent accuracy and approximately USD 20 million in annual savings. The takeaway: when takt time is tight, edge deployment is not optional.
Oil and gas - Saudi Aramco with Terra Drone
Reuters reported on Terra Drone's collaboration with Saudi Aramco to support drone-based inspection of oil-and-gas assets. The economic logic is direct: a manual inspection of an elevated structure can require weeks of scaffolding setup, with proportional safety risk. Drone-mounted AI vision compresses that to a single shift and produces a complete visual record.
Textiles - automated fabric inspection
Uster has reported that automated fabric inspection, depending on setup, can deliver up to 50 percent lead-time reduction and roughly 80 percent less waste, by combining inspection with usable downstream data. Fabric is a useful canonical case for AI inspection because the defect patterns (broken threads, weave anomalies, color drift) are exactly the subtle, distributed flaws that defeat rule-based vision.
Implementation roadmap: a 90-day pilot blueprint
Do not replace everything at once. The fastest path to defensible ROI is a focused 90-day pilot at one station with one defect family, followed by structured expansion.
Phase 1 - Discovery and data (days 1 to 30)
- Pick the right first station: high cost of escape, repeatable defect, room for cameras
- Define the success metric: false-reject rate, escape rate, rework minutes per shift, or all three
- Capture a baseline data set: 1,000+ images of good parts, 100+ per defect class, from real production conditions (not lab)
- Lock down lighting, camera position, and trigger logic: variability here will dominate model error
- Sign off on the labeling guideline with QA: what counts as a defect must be unambiguous
Phase 2 - Train and integrate (days 31 to 60)
- Train an initial model: For most surface and assembly defects, a fine-tuned CNN or vision transformer reaches usable accuracy within this window
- Validate on a held-out test set: then on live line data with a human-in-the-loop review queue
- Integrate with the PLC for reject signaling: Start with alert-only mode before enabling automatic rejection
- Wire up MES or SCADA reporting: for the metrics you defined in phase 1
- Stand up the evidence store: images, predictions, and metadata indexed per part
Phase 3 - Validate and scale (days 61 to 90)
- Run in production with shadow-mode comparison: to manual or rule-based inspection for at least 10 shifts
- Tune the decision threshold with QA: based on real false-reject and escape data
- Document the learnings and the model card: training data sources, performance bounds, known failure modes
- Decide: scale to additional stations: additional defect classes, or both. AI-driven overall equipment effectiveness optimisation helps prioritize which stations deliver the highest ROI
- Set the retraining cadence: drift monitoring, scheduled refreshes, and a process to add new defect classes
How Ombrulla deploys AI inspection: Tritva and Petran
Ombrulla is an enterprise AI platform vendor focused on industrial inspection and asset performance. Two products do the heavy lifting in a typical deployment:
Tritva - edge AI for real-time inspection
Tritva runs computer-vision inference at the station, with sub-200-millisecond latency on industrial-grade edge hardware. It triggers PLC actions, stores image evidence, and exposes results to MES and SCADA. Tritva is appropriate when the decision must happen inside takt time and the network cannot be on the critical path.
Petran - pattern detection and predictive maintenance
Petran consumes the evidence stream from Tritva (and from existing sensors) and looks for patterns: the same defect mode trending up, a specific machine producing more borderline parts late in the shift, a supplier batch with a different defect signature. Where Tritva answers 'is this part good?', Petran answers 'why are we seeing more bad parts, and what should we fix?'
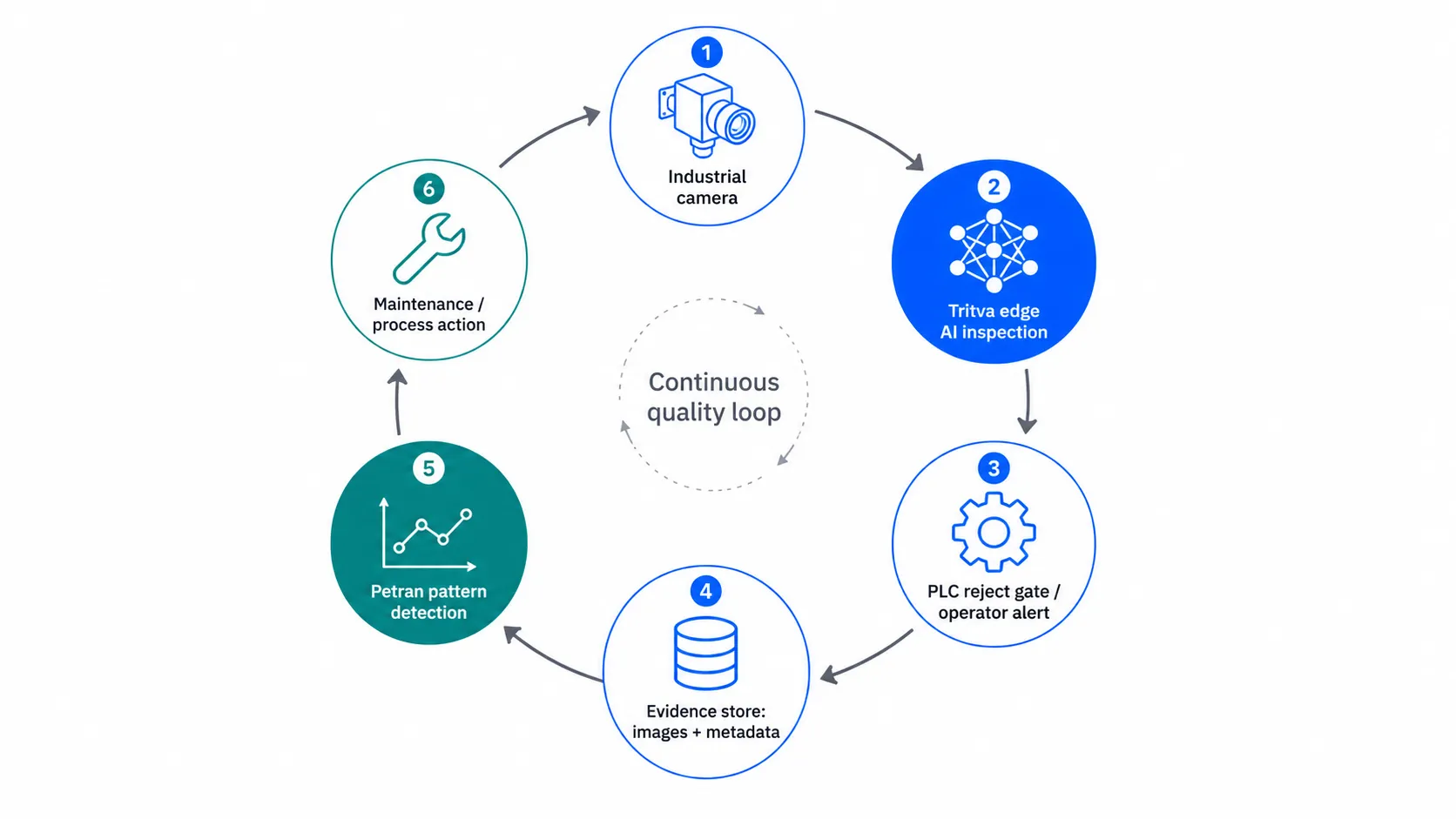
The closed-loop pattern
Tritva flags a defect, the part is rejected or held, evidence is stored. Petran spots that the defect rate is climbing on machine 3 over the last four hours and triggers a maintenance alert before the next shift. The team fixes the root cause instead of sorting parts shift after shift. This closed loop is where AI visual inspection moves from a quality-control tool to a process-intelligence tool.